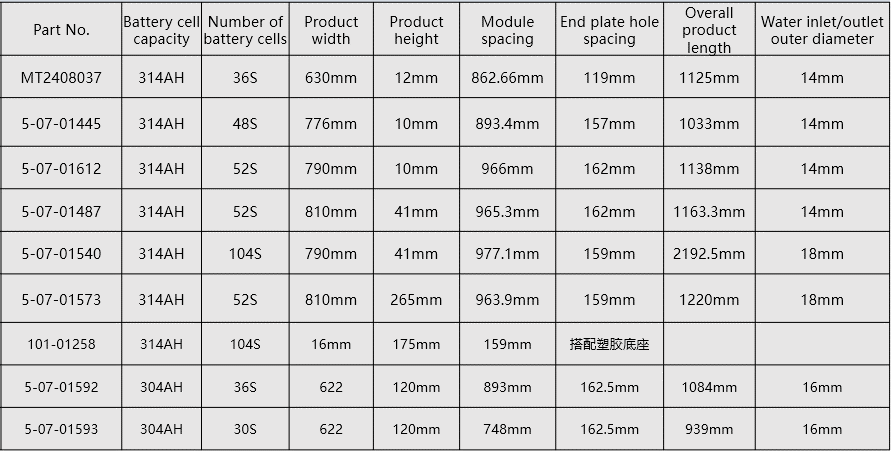
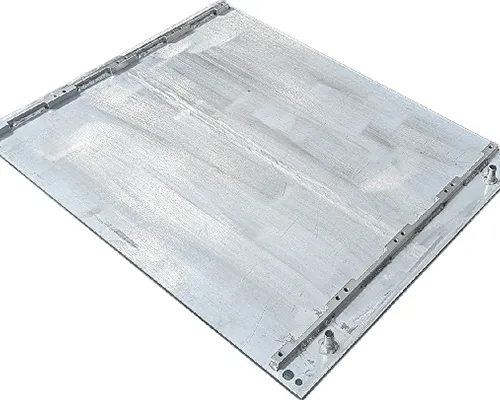
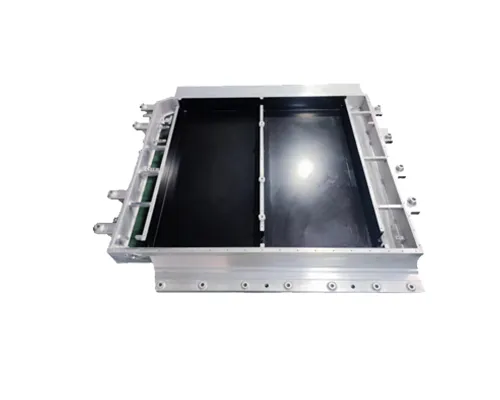
What is a extrued liquid cooling plate?
liquid cooling plate in profile process is a kind of product that utilizes a profile mold to directly extrude and form the flow channels. It doesn't require any additional subsequent processing to shape the structure of the flow channels. This production method omits the complex procedures in the flow channel processing of traditional liquid cooling plates. It achieves one-step molding through the mold, which greatly improves production efficiency and reduces production costs. It is widely applied in fields such as electric vehicles and battery energy storage that are sensitive to costs and production efficiency.